常见问题
金属工件螺纹车削工艺需要注意的问题有哪些?
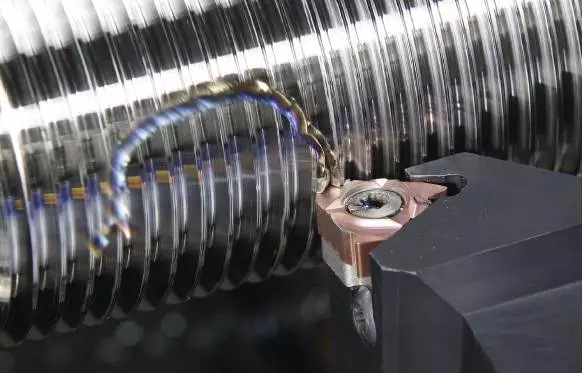
螺纹是机械工程中常见的几何特征之一, 螺纹的加工工艺较多, 如基于塑性变形的滚丝与搓丝, 基于切削加工的车削、铣削、攻螺纹与套螺纹、螺纹磨削、螺纹研磨等。较为普遍的是采用高精度数控车床进行制造,但在螺纹车削过程中经常会因螺纹刀具磨损导致工艺缺陷,从而直接影响车削螺纹的精度。下面亿达渤润石化简单介绍下金属工件螺纹车削工艺的常见问题和解决方案:

一、数控螺纹车削常见问题
(1)工件装夹不牢
工件本身的刚性差使车刀低于工件的中心高度,造成切削深度增大出现扎刀现象,此时可使用尾座顶尖增加工件刚性,工件装夹牢固可辅助使用跟刀架减小工件跳动以保证同轴度。
(2)车刀磨损问题
刀具磨损变钝后应及时对车刀修磨保持车刀锋利,螺纹刀刀尖必须与工件回转中心保持等高。刀具刃磨后用对刀样板靠在工件轴线上进行对刀,保持刀尖角安装正确。
(3)对刀方式不正确
在加工高精度螺纹及梯形螺纹过程中需用两把螺纹刀粗精车分开,两把刀对刀产生偏移大会使螺纹中径变大产生报废。修复工件对刀由于二次装夹工件,修复的螺旋线与编码器一转信号发生了变化,再次修复加工时会产生乱扣。
(4)螺纹中径不正确
车刀角度不正确,进刀量不正确,而没及时发现。
解决方法是:修磨车刀刃口角度,要锋利;重新计算进刀量;修改刀具磨损;及时测量做出调整。
(5)螺纹表面粗糙
螺纹车刀刃口不光洁,有崩口或主轴转速过低,切削油润滑不充分以及切削过程产生振动等均会影响螺纹表面质量,产生毛边毛刺等问题。
二、解决螺纹车削工艺问题的方法
(1)提高车床刚性
车床、工件以及刀具本身的刚性不足是引起问题的主要因素,应当选择刚性高的刀具和车床,同时根据工艺的实际情况,适当设计或增加一些减振防颤的工装或工艺;
(2)选用合理的装夹方式
试样装夹不规范、刀具安装不合理也是引起问题的因素之一,应建立相应的试样装夹、刀具安装的管理文件,定期对样品装夹和刀具安装情况进行检查;
(3)制定合理的工艺方式
根据工件的钢级、尺寸等情况,制定合理的加工工艺参数及加工方式,有效控制特殊螺纹切削过程中颤纹的产生。
(4)专用切削油的选用
切削油是金属切削工艺必须采用的一种介质,在加工过程中主要起到润滑、冷却、清洗等作用。专用螺纹切削油含有硫化极压抗磨添加剂成分,可以有效的保护刀具提高工艺精度,并且具有良好的稳定性,不会对设备、人体、环境产生危害。
以上就是车削金属螺纹应该注意的事项和解决方案,选择合理的车削方式、使用质量可靠的原料、选用专用的螺纹刀具和切削油等,可以有效改善螺纹的表面质量并提高刀具的使用寿命。亿达渤润石化是高端金属加工油生产商,自主研发的切削油产品具有优异的极压抗磨性能,可以有效的提高工件表面光洁度和加工效率,并且对人体、工件、设备、环境没有危害,是国内众多金属加工企业的指定合作伙伴,在实际应用中得到国内外客户的一致好评。
以上便是金属工件螺纹车削工艺需要注意的问题有哪些?的介绍希望可以帮助到大家,更多的数控知识,请关注我们。
本文标题:金属工件螺纹车削工艺需要注意的问题有哪些? 地址:[ https://www.zhoushicnc.com/xinwenzixun/changjianwenti/3605.html ]
新闻资讯
- 数控车床加工双头螺栓10/15
- 数控车床哪个品牌好?性价比高03/24
- 适合数控机床加工的零件有哪些?02/05
- 车铣复合机床大概多少钱一台?01/09
联系我们
手机:13649862382
电话:13649862382
邮箱:226284020@qq.com
地址:东莞市大岭山镇颜屋村颜莲路86号鑫峰科技园C栋一楼
微信咨询:

 226284020
226284020