常见问题
车削螺纹工艺的常见问题和解决方法
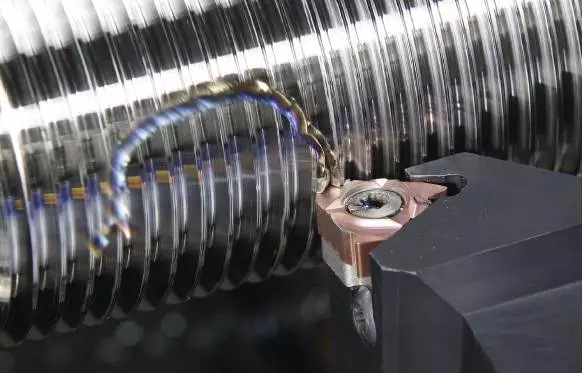
螺纹是在圆柱或圆锥表面上,沿着螺旋线所形成的具有相同剖面和规定牙型的连续凸起和沟槽,它主要用作连接零件、紧固零件、传动零件和测量用的零件等。随着科学技术的发展,数控车床越来越普及,在数控车床上车削螺纹在机械加工中被越来越多的使用。数控车床以加工精度高、产品同一性好、加工范围广、调试方便(特别是它能精密加工在普车上比较难加工的一些特殊表面零件)等优势在机械加工中占有越来越重要的地位。下面亿达渤润石化简单介绍下车削螺纹时常见故障及解决方法:
一、扎刀
主要原因:
(1)车刀的前角太大,机床X轴丝杆间隙较大;(2)车刀安装得过高或过低;(3)工件装夹不牢;(4)车刀磨损过大;(5)切削用量太大。(6)切削油性能不达标
解决方法:
(1)减小车刀前角,维修机床调整丝杆间隙,利用数控车床的丝杆间隙自动补偿功能补偿机床丝杆间隙;
(2)车刀安装得过高或过低时,应及时调整车刀高度使其刀尖与工件的轴线等高(可利用尾座顶尖对刀)。在粗车和半精车时,刀尖位置比工件的中心高出被加工工件直径。
(3)工件装夹不牢:工件本身的刚性不能承受车削时的切削力,因而产生过大的挠度,改变了车刀与工件的中心高度(工件被抬高了),形成切削深度突增,出现扎刀,此时应把工件装夹牢固,可使用尾座顶尖等,以增加工件刚性。
(4)车刀磨损过大:引起切削力增大顶弯工件出现扎刀,此时应对车刀加以修磨。
(5)切削用量(主要是背吃刀量和切削速度)太大:根据工件导程大小和工件刚性选择合理的切削用量。
(6)切削油的性能直接影响了工艺水平,如使用菜籽油、机械油、再生油等不含有极压剂成分的非专用油品,在加工过程中油膜瞬间破裂,导致工件和刀具之间的应力突然增大产生扎刀。解决方法是选用亿达渤润石化专用的切削油产品。
二、乱扣
主要原因:
机床主轴编码器同步传动皮带磨损,检测不到主轴的同步真实转速;编制输入主机的程序不正确;丝杆磨损严重。
解决方法:
(1)主轴编码器同步皮带磨损:由于数控车床车削螺纹时,主轴与车刀的运动关系是由机床主机信息处理中心发出的指令来控制的。如果系统检测不到主轴的真实转速,刀具移动的距离就不是一个导程,第二刀车削时螺纹就会乱扣。这种情况下,我们只有维修机床,更换主轴同步皮带。
(2)编制输入的程序不正确:车削螺纹时为了防止乱扣,必须保证后一刀车削轨迹要与前一刀车削轨迹重合,在普车上我们用倒顺车法来预防乱扣。在数控车床上,我们用程序来预防乱扣,就是在编制加工程序时,我们用程序控制螺纹刀在车削前一刀后,退刀使后一刀起点位置与前一刀起点位置重合(相当于在普车上车削螺纹时,螺纹刀退回到前一刀所车出的螺旋槽内),这样车出的螺纹就不会乱扣。有时,由于程序输入的导程不正确(后一段程序导程与前一段程序导程不一致),车削时也会出现乱扣现象。
(3)丝杆磨损严重:导致丝杆磨损严重的原因包括长期使用、编程错误、丝杆材质、切削油性能等。应根据实际情况对工艺进行修正,包括维修机床,使用专用的切削油,更换材质硬度更高的丝杆等。
三、螺距不正确
主要原因:
主轴编码器传送回机床系统的数据不准确;丝杆和主轴的窜动过大;编制和输入的程序不正确。
解决方法:
(1)主轴编码器传送数据不准确:维修机床,更换主轴编码器或同步传送皮带;
(2)丝杆和主轴窜动过大:调整主轴轴向窜动,丝杆间隙可以用系统间隙自动补偿功能补偿;
(3)检视程序,务必使程序中的指令导程与图纸要求一致。
四、牙型不正确
主要原因:
车刀刀尖刃磨不正确;车刀安装不正确;车刀磨损。
解决方法:
(1)车刀刀尖刃磨不正确:正确刃磨和测量车刀刀尖角度,对于牙型角精度要求较高的螺纹车削,可以用标准的机械夹固式螺纹刀车削,或者把螺纹刀用磨床刃磨。
(2)车刀安装不正确:装刀时用样板对刀,或者通过用百分表找正螺纹刀杆来装正螺纹刀。
(3)车刀磨损:根据车削加工的实际情况,合理选用切削用量,检查切削油产品是否存在变质情况,及时修磨车刀。
五、螺纹表面粗糙度大
主要原因:
刀尖产生积屑瘤;刀柄刚性不够,切削时产生震动;车刀径向前角太大;高速切削螺纹时,切削厚度太小或切屑向倾斜方向排出,拉毛已加工牙侧表面;工件刚性差,而切削用量过大;车刀表面粗糙度差。
解决方法:
(1)用高速钢车刀切削时应降低切削速度,并正确选择切削油,避免产生积屑瘤;
(2)增加刀柄截面,并减小刀柄伸出长度;
(3)减小车刀径向前角;
(4)高速钢切削螺纹时,最后一刀应使切屑沿垂直轴线方向排出;
(5)选择合理的切削用量;
(6)选用的刀具切削刃口的表面粗糙度应比零件加工表面粗糙度值小。

亿达渤润石化是国内最大的高端金属加工油生产基地,致力于新型金属加工助剂的的研发,拥有全球顶尖的摩擦磨损实验室,通过20年的实际应用的数据积累,总结了一套高效高质的用油管控方案。自主研发的切削油产品可适用于各型车床、铣床、锯床等设备的高速高难度切削工艺,具有优异的极压抗磨性能,可以在有效保护刀具的同时大幅度提高加工效率,在实际应用中获得了国内外客户的广泛认可和好评。
以上便是车削螺纹工艺的常见问题和解决方法的介绍希望可以帮助到大家,更多的数控知识,请关注我们。
本文标题:车削螺纹工艺的常见问题和解决方法 地址:[ https://www.zhoushicnc.com/xinwenzixun/changjianwenti/3761.html ]
新闻资讯
- 数控车床加工双头螺栓10/15
- 数控车床哪个品牌好?性价比高03/24
- 适合数控机床加工的零件有哪些?02/05
- 车铣复合机床大概多少钱一台?01/09
联系我们
手机:13649862382
电话:13649862382
邮箱:226284020@qq.com
地址:东莞市大岭山镇颜屋村颜莲路86号鑫峰科技园C栋一楼
微信咨询:

 226284020
226284020