常见问题
数控车削加工对刀方法
程序输入数控系统并校验合格以后,操作者是不是就可以启动数控车床加工工件呢?不是的,加工零件按顺序从系统校验合格,就要进行对刀操作,对切削参数进行合理调整,最终确定的加工程序。
外圆车刀试切法对刀法
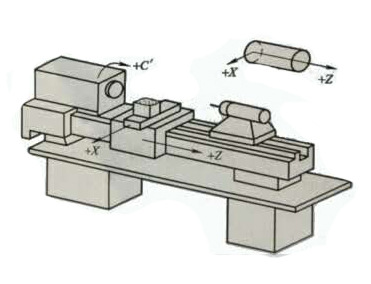
机床坐标系
由机床生产厂家规定的,以机床某一固定点为坐标原点而建立的坐标系称为机床坐标系。
按JB3051-82的规定,车床主轴中心线为Z轴,垂直于Z轴的为X轴,车刀远离工件的方向为两轴的正方向。
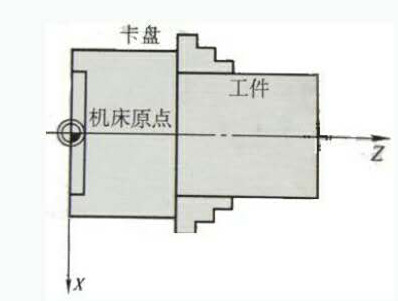
机床原点(机床零点)一般定在主轴中心线(即z轴)和主轴安装夹盘面的交点上。
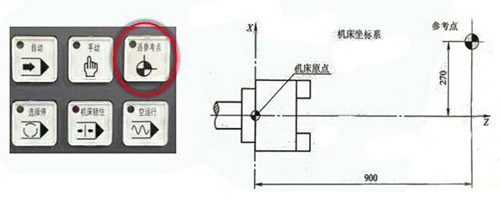
数控装置通电时并不知道机床原点,为了在机床工作是正确建立机床坐标系,通常在每个坐标轴承的移动范围内设置一个机床参考点(测量起点),机床启动时,首先要进行机动或手动的回参考点,以建立机床坐标系,机床原点实际上是通过返回(或称寻找)机床参考点来确定的。
工件坐标系
用户确定的编制加工程序的基准点(零点)称为工件原点,数控车床的工件原点一般定为零件精加工右端面与轴心线的交处,以工件原点所构砀坐标系称为工件坐标系。
工件坐标系的x和Z坐标轴与机床坐标系的x和z坐标轴平行且方向相同。

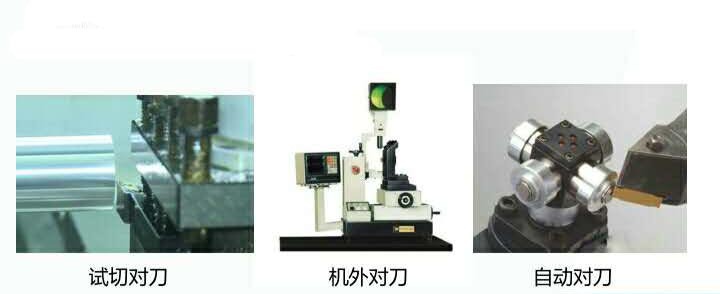
对刀的方法
对刀的作用是找到工件坐标系与机床坐标系之间的关系,数控车削加工中,应首先确定零件的加工原点,以建立准确的加工坐标系,同时考虑刀具的不同尺寸对加工的影响,这些都需要通过对刀来解决。
试切对刀的过程
1.夹持工件,换需要对的刀具到刀架当前位。
2.在手动操作方式下,启动主轴,用当前刀具在加工余量范围内试切工件外圆,车的长度必须能够方便测量,X轴不要移动,沿Z的正方向退出来,停主轴。

3.测量所车的外圆尺寸Xa.
4.按“OFS/SET”键,按CRT屏下“刀偏”软键。
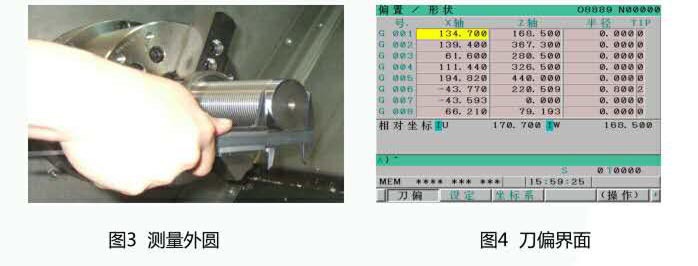
5.按CRT屏下的软键“形状”。
6.将光标移到与刀具号相对应的位置后,输入“Xa”,按CRT屏下的软键测量,在对应的刀补位上生成对应刀补值。

7.在手动方式下,再用该把刀去车工件端面,车平端面后,沿X正方向退出来,Z方向不动,停主轴。
8.按“OFS/SET”键,进入“形状”补偿设定界面,将光标移动到与刀位号相对应的位置后,输入“ZO”,按CRT屏下的软键“测量”,在对应的刀补位上生成准确的刀补值。

以上便是数控车削加工对刀方法的介绍希望可以帮助到大家,更多的数控知识,请关注我们。
本文标题:数控车削加工对刀方法 地址:[ https://www.zhoushicnc.com/xinwenzixun/changjianwenti/3641.html ]
新闻资讯
- 数控车床加工双头螺栓10/15
- 数控车床哪个品牌好?性价比高03/24
- 适合数控机床加工的零件有哪些?02/05
- 车铣复合机床大概多少钱一台?01/09
联系我们
手机:13649862382
电话:13649862382
邮箱:226284020@qq.com
地址:东莞市大岭山镇颜屋村颜莲路86号鑫峰科技园C栋一楼
微信咨询:

 226284020
226284020