常见问题
CNC数控车床切槽刀具的特点和切削的一些常见问
车床切槽刀特点及车削常见问题
圆柱体切槽包括切外圆槽、内孔槽、退刀槽、端面槽。所切槽形包括窄槽、宽槽、成形槽。加工它们所用刀具主要是各类车削用切槽刀。其工艺特点是:
1)一个主刀刃二个副刀刃同时参与三面切削,被切削材料塑性变形复杂、摩擦阻力大,加工时进给量小、切削厚度薄、平均变形大、单位切削力增大。总切削力与功耗大,有统计一般比外圆加工大20%左右,同时切削热高,散热差,切削温度高。
2)切削速度在加工过程中不断变化,特别是切断加工时,切削速度由最大一直变化至零。切削力,切削热也在不断变化。
3)工件一面旋转,刀具不断切入,实际在工件表面形成的是阿基米德螺旋面,由此造成实际前角后角都在不断变化,使过程更为复杂。
4)因刀具宽度窄,相对悬伸长,刀具刚性差,易振动,特别是切断,切深槽时。
实加工中,由于被加工槽形;分布;宽度、深度不同,组合众多,为尽量使用少量的刀柄与相关组件、零件,夹持各种规格刀片,优质、高效、经济地完成各种加工。各大公司都致力于使刀柄与安装机构模块化。近来模块化技术创意越来越新颖进步,特以三菱等公司的设计发展来作一说明。
1)DG系列切槽刀
如图1,DG系列切槽刀结构,包括一个刀柄、一个压板、二个压板螺钉,二类刀片支承钣(外圆切槽用和端面切槽用),二个支承钣固紧螺钉。
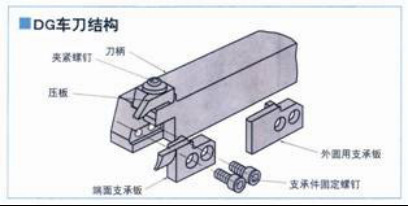
图1 DG系列分解图
刀柄由于左右手;截面尺寸不同,长度不同,柄形因刀头偏置与无偏置;呈90°L形;成斜45°加工退刀槽用等,而有不同规格。装窄刀片某些长度的压钣可和支承钣做成一体。但为对应各种更宽刀片,压板按刀片宽、左右手有不同规格。外圆切槽加工与退刀槽加工的刀片支承钣对应左右手,桿体截面与不同的刀片宽度、形状与长度有许多规格。端面切槽的支承钣按不同的刀桿截面、左右手、不同的刀宽、加工直径范围、刀片形状与长度也有很多规格。
但只要刃宽一致,左右手一致,就可用同一种压钣。只要加工目的(外圆槽、端面槽、退刀槽)一致,左右手一致,切槽,切断宽度深度一致,就可以用同一支承钣。只要左右手一致,一定范围的切槽宽度、深度,一致的加工目的(是否需刀柄偏置,是否需仿形加工,是否加工退刀槽,据加工空间是否需刀头转90°形成L形刀头)就可以用同一刀柄。【胜翔机械工具https://yurow123.1688.com】
实用时,据切槽部位、宽度、深度、左右手可迅速查样本,决定刀柄、支承件、压板型号,和三者合在一起的组件型号,刀片型号,以便配对採购。
由图1知,DG模块结构向下的主切削力,主要靠凸键、凹槽与2个螺钉支承,同时压板向下的夹紧刀片的力量,也作用在此上。整个支承刚性尚不足,这样就影响了这类模块件与刀片的使用寿命与精度的持续保持。DG系列虽比以往模块系列有很大进步,但模块零件数尚徧多,将它们排列组合起来,需要的各尺寸规格数仍相当多。因此需继续改进。
GY系列
GY系列模块化切槽刀系统,是三菱公司最新创意开发的系统,特点是模块组成零件只有二个,一个是模块化刀柄,一个是模块化支承钣。其余是标准化的螺钉6个。它没有刀片压钣,压钣与支承钣做成一体。支承钣通过三个方向,用螺钉将它与刀柄结合在一起。压钣夹紧力不再集中在支承钣螺钉与键槽上,它通过半孔,一半作用在结实刀体上。切削力与刀片夹紧力不仅靠侧面三个螺钉承担,且也由前面二螺钉和更厚实宽大刀柄下托钣承担。各零件紧密结合,浑然一体,使其综合刚性接近于整体切槽刀。(图2)
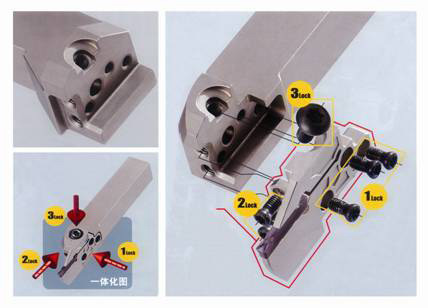
图2 GY系列模块化切槽刀
GY系列切槽刀在设计结构上尚考虑到切槽切断加工严酷的切削条件。特意在GY系列专用切槽刀片底部前后做出二个凹槽,在模块支承钣上做出相对应二个凸起。限制刀片在加工中这一方向的移动。同时在刀片底面和顶面做出相对的二个V形展开的凹曲面,在模块支承钣的压板下和刀片定位面上,分别作出相应的V形凸峰。共同对GY系列刀片上下凹槽定位。这种独特的定位方式不仅具有一般长V形块可限制圆柱体四个自由度的作用,刀片绕自身长轴线的回转自由度也限制住了,故刀片在刀柄、支承件中的对中性很好。重复定位精度高。多方向的限制约束,使加工中,刀片在承受各方面力及冲击,振动时,高速运转时,安装刚性始终保持得很高,难以变形、移动脱落,加工精度高,加工过程稳定。
这种高刚性的定位安装结构也保证了GY系列刀具在通过横向进给加工宽槽与仿形加工时的加工精度与表面质量。
在结构上,由于螺钉尺寸与位置分布固定。在同一模块刀柄上,更换安装不同的模块支承钣,即可对应加工不同槽深(图4)。
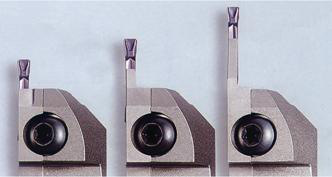
图4 刀柄共用适不同槽深
GY系列加工孔内槽所用刀具目前最小加工直径是φ25开始。切深较小时,可用模块刀柄与模块支承钣做成一体的,切深较大的可用支承钣与刀柄分成二件,组装在一齐。适应不同加工用途,有多种规格产品。GY系列切槽刀许多规格,还采用了三菱以往阻尼镗桿结构特点,在刀头部设计制造出三维凹形槽。按振动方程,衰减系数等于系统阻尼除刀头质量,凹形槽使刀头质量减轻,衰减系数增大,加工中产生的振动,很快衰减。故GY系列切槽刀由于三向夹紧安装刚性高,振动衰减快,加工表面粗糙度比以往切槽刀减少约1/2到2/3.
内孔切槽刀采用双冷却液孔,并利用工件旋转向刀头供应充分冷却液,故排屑好,并进一步提高了加工质量。
GY系列切槽刀模块支承钣与刀柄选择的步骤是:
1)按工件的旋转方向,确定:加工形态
正转时刀具是正装放在工件前,还是反装放在工件后;反转时刀具是正装放在工件后,还是反装放在工件前;
2)按槽宽,槽底圆角半径选择刀片,同时选择相应刀垫尺寸,刀垫尺寸及其代号实际代表了在支承钣模块上的安装尺寸。
3)按上二步骤决定的切槽刀结构,安装位置与刀垫安装尺寸及代号,选择切槽刀的方向。据使用机床选外圆切槽刀刀柄。按加工深度选定内孔切槽刀刀柄。按最大切槽深选择相应的模块支承钣。
GY系列刀片切削部分几何形状与断屑槽。前文中讲述到切槽,切断时种种不利的切削条件,故应该在各种加工形态下,设计制作合理的刀具切削部分几何形状与断屑槽(图5)。
图5中对应切槽切断中等进给量加工可选用GM断屑槽。可减少切削力,保证强度。小进给量时可选GS断屑槽。GS的主刀刃与前刀面结构可提高切屑处理性。多功能切削时,可选用MS,MM断屑槽,二凸起使它们在横向进给时,切屑处理性也很好,二者分别用于低、中进给量加工。仿形加工用的BM断屑槽,主刀刃是圆形,前刀面配置了各向凸起,可使仿形加工各方向切屑均得到良好处理。R/L-GM断屑槽有左右手之分,则用于切断加工,使工件表面不会有切削残留物。
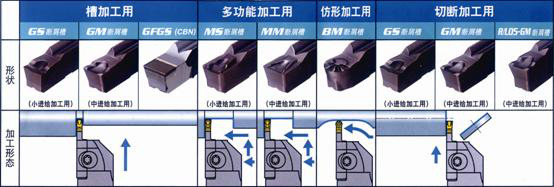
图5 加工形态与断屑槽
GY系列切槽切断刀刀片材料由于切槽切断严酷切削条件。故刀片材料选导热性特好的,通常用于加工耐热合金的VP10RT,VP20RT。后者靱性较好,为第一推荐材料。硬度高的钢材可先选用VP10RT,二者均可充分地使用切削润滑液。如果硬度≥50HRc时,应用材料为立方氮化硼CBN的MB8025刀片。CBN刀片因切淬火钢,余量小,切屑不卷曲,不需做出断屑槽,直刃平头即可,强度更高。在实际加工时。
GY系列在模块支承板与模块刀柄选择上应注意:
1)为确保安装刚性,应尽量选大尺寸模块刀柄。
2)要是没有使用上限制,同样的刀柄尺寸,尽量选大的模块支承钣。
3)可达到加工要求时,尽量选短的模块支承钣。
4)切槽,横向进给时,主刀刃高度对中心控制在0±0.2mm范围内,刀片尽量垂直于中心。
5)模块刀柄、模块支承钣对机床悬伸量尽量缩至最短。
车削加工常见问题
1、如何选取刀杆的压紧方式?
答:刀具的压紧方式有以下几种:P是用刀片的中心圆柱形销夹紧,而夹紧方式有杠杆式,偏心式等,而且,各刀具商所提供的产品并不一定包括了所有的夹紧方式,因此选用时要查阅产品样本。各夹紧方式适用不同形式的刀片,如无孔刀片常用上压式(C型),陶瓷、立方氮化硼等刀片常用此夹紧方式。D和M型夹紧可靠,适用于切削力较大的场合,如加工条件恶劣、钢的粗加工、铸铁等短屑的加工等。P型前刀面开放,有利于排屑,一般中、轻切削可选用。S型结构简单紧凑,无阻排屑,是沉孔刀片的夹紧方式,可用正前面刀片,适合于轻切削和小孔加工等。
2、哪种压紧方式最合理?
答:其实没有说那种压紧方式最合理的,这要看加工材质与或场合,而且要结合自己的公司的库存,满足图纸要求和节省刀具成本才是最重要的。
3、怎样才能很快了解车刀?
答:车刀是易学难精的,要了解车刀就是先要了解车床的加工性能(也就是说车主要车圆轴与盘类零件为主的)及其走刀路线(主要有外圆、内孔、外槽、内槽、端面槽、切断和螺纹加工),了解刀具资料对车刀的相关表示方式如:刀杆与刀片的表示方法,刀具的加工路线等。最好是能到工厂里看看,了解车刀的各角度的相应的关系。书中很多资料是用箭头或用粗实线表示的加工路线的。也就是后指的加工工艺。
4、如果要选取一个合适的车刀,首先应该向客户了解哪些信息?
答:
一、首选要了解用在什么机床厂上,也就是了解其刀方和最高转速还就是机床的稳定性。
二、加工的零件图纸,那些是要加工?是粗还是精加工?有没有特殊要求?精度是多少?加工的是什么材质?
三、客户能接受到的是什么档次的刀具。
5、加工钛合金需注意哪些呢?
答:钛合金车削易获得较好的表面粗糙度,加工硬化不严重,但切削温度高,刀具磨损快。针对这些特点,主要在刀具、切削参数方面采取以下措施:
刀具几何参数:合适的刀具前后角、刀尖磨圆。 较低的切削速度,适中的进给量,较深的切削深度,充分冷却。 车外圆时刀尖不能高于工件中心,否则容易扎刀,精车及车削薄壁件时,刀具主偏角要大,一般为75~90°。钛合金应该考虑断削还是考虑刀片的耐磨。
钛合金是属于有色金属类的,一定要在刀肯断削与刀片的耐磨。最好是用刀尖角比较小的,后角较大的刀片
6、外圆车刀杆如何选型,应该注意哪些问题?
答:选外圆刀很重要就是他的刀方和主偏角还有就是其安装的刀片,刀方是根据机床配的。刀杆头部形式的选择刀杆头部形式按主偏角和直头、偏头分有15~18种,各形式规定了相应的代码,国家标准和刀具样本中都-一列出,可以根据实际情况选择。有直角台阶的工件,可选大于或等于偏角的刀杆。一般粗车,可选主偏角45°~90°的;精车,可选45°~75°的;中间切入、仿形,可选45°~107.5°的;工艺系统刚性好时可选较小值,工艺系统刚性差时,可选较大值。刀片就要看其加工的图纸要求了。
7、切断刀杆如何选取?
答:要注意以下几点:(1)工件材料和形状;(2)机床;(3)与零件中心轴线相关的切削刃;(4)刀片和断屑器的类型;(5)硬质合金牌号和涂层;(6)影响刀具寿命的其它切削条件。
8、对于切断刀杆的选用方法是什么?
答:(1)工件材料和形状;(2)机床;(3)与零件中心轴线相关的切削刃
切断时要了解加工的直径与加工的材质的,目前一般有两种
1.一体式的 2.刀板式
在刀片的钢性允许下,尽量用小一点宽度的刀片。
9、刀杆的高和宽是根据什么而定的 答:高度是根据机床的中心高而定的,宽是以习惯性及保证装夹刀体而定的,但一定也是与高相等的,一般来说是20x20;25x25,32x32的,但有时也是32X25,这个就是用机床所决定的,但一定要满足中心高。
10、切槽刀如何去选取?...
9、刀杆的高和宽是根据什么而定的
答:高度是根据机床的中心高而定的,宽是以习惯性及保证装夹刀体而定的,但一定也是与高相等的,一般来说是20x20;25x25,32x32的,但有时也是32X25,这个就是用机床所决定的,但一定要满足中心高。
10、切槽刀如何去选取?
答:要知道图纸的宽度和深度以及切削方向,切削方向有:外圆槽刀,内孔槽刀,端面槽刀等。加工端面槽也要知道其加工的直径,因端面槽刀有加工最小直径和最大直径的限制。当工件直径小时可以当切断刀用,但要注意其加工要求。
11、搪孔的深度与刀杆直径的倍数比?
答:这个主要是看刀杆的材质来决定的,一般来说一般工具钢是刀杆伸长的三倍,一般抗振是是刀杆伸长的五倍,全硬质合金是刀杆伸长的七倍,特殊处理除外的。
选内孔刀时候要了解客户图纸的直径和深度,同时要了解该厂现有的刀套,根据刀具设计中得知:一般钢结构车只能伸出其刀体直径的3倍;高速钢材料的车刀可以伸出刀体直径的5倍(其代号为F表示),而全硬质合金的内孔车刀则能伸出其刀体7倍(代号C);在加工深孔且需要较好的表面光洁度,一定要选刀具带油孔的刀体(代号E)。
12、切断刀座和切断刀板如何选取?
答:切断刀板是看图纸要求先多大的刀片而决定的;而切断刀座是根据刀板与机床的紧固刀方决定的。
13、切削的前角对加工表面粗糙度的关系?
答:前角能使刀刃变得锋利,使切削更为轻快,并减小切削力和切削热。但前角过大,刀刃和刀尖的强度下降,刀具导热体积减少,影响刀具使用寿命。前角的大小对表面粗糙度、排屑和断屑等也有一定影响。工件材料的强度、硬度低,前角应选得大些,反之小些。所以前角会直接影响到表面粗糙度。
14、正角刀片和负角刀片使用上有什么区别?
答:用M级有断屑槽的负角可转位刀片最适宜加工P类(钢)材料|用M级有断屑槽的负角可转位刀片最适宜加工M类(不锈钢)材料|带有断屑槽的负角可转位刀片最适宜加工K类(铸铁)材料|带有断屑槽的负角可转位刀片最适宜加工S类(耐热合金)材料|带有断屑槽的负角可转位刀片最适宜加工种S类(钛合金)材料|用有断屑槽7°正后角可转位刀角最适宜加工P种(钢)材料|用有断屑槽11°正后角可转位刀片最适宜加工P种(钢)材料| 刀片的后角不能过大,过大的后角将会降低刀片的强度;无后角刀片有足够的强度,但必须安装在负前角的刀杆上以形成足够的后角。使用一个有正前角槽形的无后角刀片可保证需要的刀片强度,又可形成正前角的切削。
15、内孔加工用外圆车刀的注意事项?
答:一、刀具的避空(也就是逃避开与工件的接触);二、刀体的钢性,也就是可伸长的加工长度;三、排屑与冷却。
16、车刀片断屑槽分左右手在加工中及配刀杆时该注意事项?
答:右手外圆刀配右手刀片,左手外圆刀配左右刀片,内孔刀则相反。有内外园带端面不可用。
以上便是CNC数控车床切槽刀具的特点和切削的一些常见问的介绍希望可以帮助到大家,更多的数控知识,请关注我们。
本文标题:CNC数控车床切槽刀具的特点和切削的一些常见问 地址:[ https://www.zhoushicnc.com/xinwenzixun/changjianwenti/4012.html ]
新闻资讯
- 数控车床加工双头螺栓10/15
- 数控车床哪个品牌好?性价比高03/24
- 适合数控机床加工的零件有哪些?02/05
- 车铣复合机床大概多少钱一台?01/09
联系我们
手机:13649862382
电话:13649862382
邮箱:226284020@qq.com
地址:东莞市大岭山镇颜屋村颜莲路86号鑫峰科技园C栋一楼
微信咨询:

 226284020
226284020