行业资讯
数控车削网螺纹的编程思路,以45°为例!
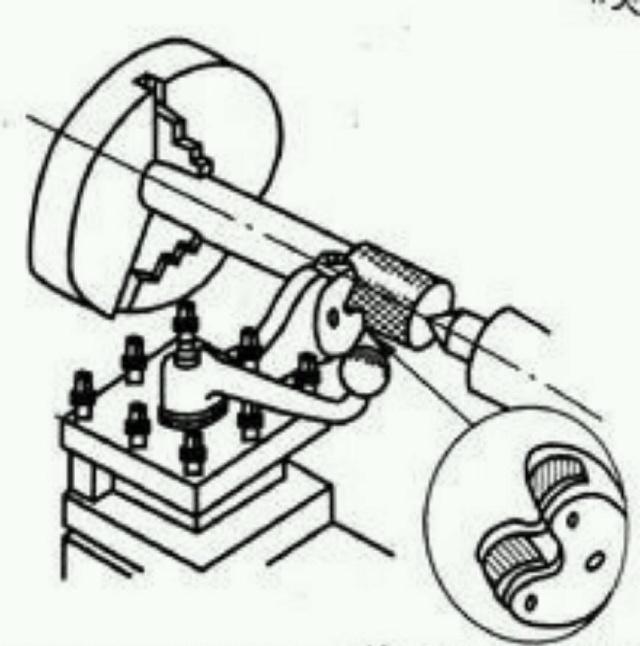
滚花是用滚花刀将工件表面滚压出直纹或网纹的方法称为滚花。本文想采用螺纹刀在数控车床上完成网纹状滚花的加工,加工的思路就是多线(多头)螺纹+左右旋螺纹加工!
在编制程序之前,首先要搞清楚到底要加工多少头螺纹及圆分度?还要搞清楚螺纹的导程是多少?以及左右旋螺纹的加工方法?
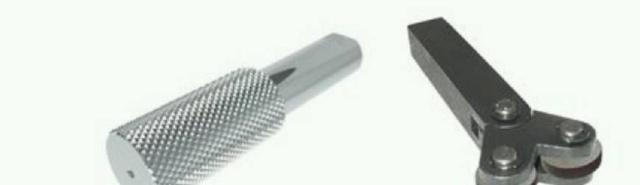
关于头数的求解,个人不想向滚花刀一样,通过直径除以模数求解。这里就灵活一点,假设我想要的节距也就是网纹间距为1mm,那么头数就应该等于工件的周长除以节距。例如直径为30时,头数为94。

关于螺纹的导程,应该拿头数乘以节距,反正就是螺纹而已,其实呢?大概就是工件的周长94.23,这样比较简单一些好计算!这样加工出来的应该是倾斜45°的网纹!

关于左右旋螺纹的加工方法如下如所示,最简单的一把刀就是从右往左为右旋,反之左旋!

在明白以上的讲解之后,回头再想一下,关于多条螺纹的加工方法,不同的系统有不同的指令或方法。比如广数G92XZFL,这里面的L其实就是头数,但FANUC系统不论是G32还是G92均没有该功能,只有Q,表示螺纹开始的角度。针对这个问题可以采用调用子程序的方法或者采用宏程序也是可行的!
参考程序如下:
1.广数系统
M3S300T0101
G0X32
Z6
X30
G92X29.9Z-120F94L94
X29.8
X29.7
X29.6
G0X32
Z-120
G92X29.9Z60F94L94
X29.8
X29.7
X29.6
G0X32
Z100
M30

2.FANUC系统
M3S300T0101
G0X32
Z6
#1=0
WHILE[#1LT360000]DO1
#3=#3-0.1
X#3
G32Z-120F94Q#1
G32Z6F94Q#1
#2=FUP[360000/94];或#2=4
#1=#1+#2;每次Q的角度增量
END1
G0X32
Z100
M30
3.其它
如果是FANCU系统,又不会宏程序,可以采用调用子程序的方式来进行,编程思路或主要参考程序如下
主程序:
M98P1L94
子程序:
G32X29.9F94
G0X32
W1
M99
以上是我针对网螺纹或滚花如何在数控车床进行加工的一点个人思路,并不是说可取代滚花,只是探讨一种加工思路或方法而已。比如薄壁或圆弧手柄等,是不是就要采用这中近似的方法呢?
此外,在明白这个问题之后,如何在锥体或球体上进行滚花是不是有思路了呀?想想我以前写的圆弧螺纹文章,自己在思考思考!总之,还是那句话,宏难得还是思路或数学思维!祝好各位!
文章由:数控车床https://www.zhoushicnc.com/东莞市周氏数控设备有限公司整理提供,此文观点不代表本站观点以上便是数控车削网螺纹的编程思路,以45°为例!的介绍希望可以帮助到大家,更多的数控知识,请关注我们。
本文标题:数控车削网螺纹的编程思路,以45°为例! 地址:[ https://www.zhoushicnc.com/xinwenzixun/xingyezixun/442.html ]
新闻资讯
- 数控车床加工双头螺栓10/15
- 数控车床哪个品牌好?性价比高03/24
- 适合数控机床加工的零件有哪些?02/05
- 车铣复合机床大概多少钱一台?01/09
联系我们
手机:13649862382
电话:13649862382
邮箱:226284020@qq.com
地址:东莞市大岭山镇颜屋村颜莲路86号鑫峰科技园C栋一楼
微信咨询:

 226284020
226284020