常见问题
数控车床加工零件,教你操作刀尖圆弧半径补偿
数控车床加工的时候除了会编程,对刀操作,然而在普通车床上控制外圆的尺寸精度主要是通过操作者的经验,而在数控车床上外圆的尺寸精度主要通过程序或系统里的磨耗来控制,所以这就显示出数控车床在控制尺寸精度上的优势。
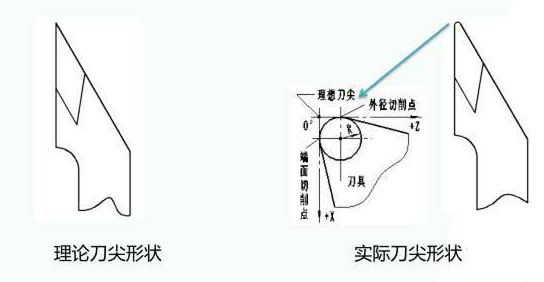
什么是刀尖圆弧半径补偿
编程时,通常都将车刀刀尖作为一个点来考虑,但实际上刀尖处存在圆角,当按理论刀尖点编出的程序进行端面、外径、内径等与轴线平行或垂直的表面加工时,是不会道理误差的,但在实际加工中进行倒角、锥面及圆弧切削时,则会产生少切或过切现象,消除这种误差的方法称为刀尖圆弧半径补偿。
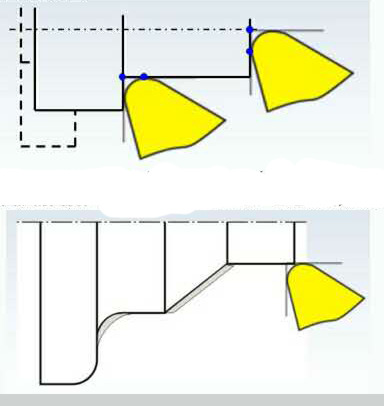
刀尖圆角对加工的影响
加工台阶或端面:对加工表面的尺寸和形状影响不大,但在端面的中心位置和台阶的清角位置会产生残留误差。
加工圆锥面:对锥面不会产生影响,但会产生明显的位置误差。
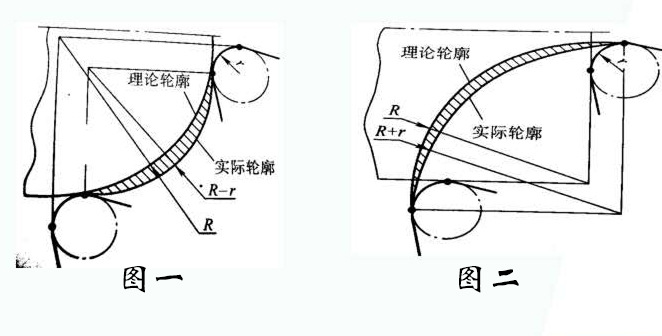
加工圆弧:会对圆弧的圆度和弧度半径产生影响,会产生过切或欠切的现象。
下图为切削外凸圆弧的欠切削现象
下图为切削凹圆弧时则会产生欠切削现象
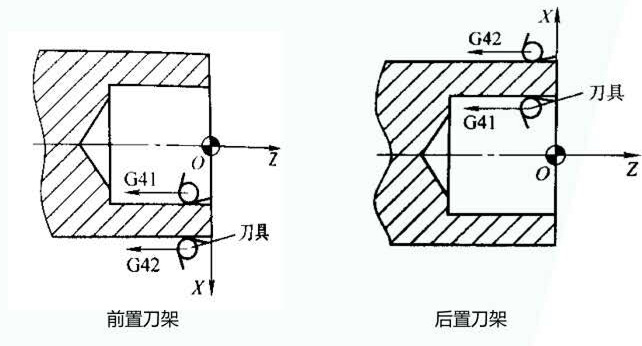
刀尖圆弧半径补偿指令
G41 G01/G00X-Z- 刀尖圆弧半径左补偿
G42 G01/G00X-2- 刀尖圆弧半径右补偿
G40 G01/G00X-Z- 取消刀尖圆弧半径补偿
判别方法一沿着刀具运动方向看,刀具在工件的左侧称为左补偿。
判别方法—沿着刀具的动动方向看,刀具在工件的右侧称为右补偿。
刀尖圆弧半径补偿注意事项
1.G40.G41.G42只能用G00、G01结合编程,不能用G02、G03等其它指令结合编辑。
2.G42、G41、G40都是模态代码,可相互注销,G42、G41只能靠G40注销。
3.G71-G76指令不执行刀尖圆弧半径补偿。
4.当输入刀补数据时给的是负值,则G41、G42互相转化。
5.G41、G42指令不要重复规定,否则会产生一种特殊的补偿。
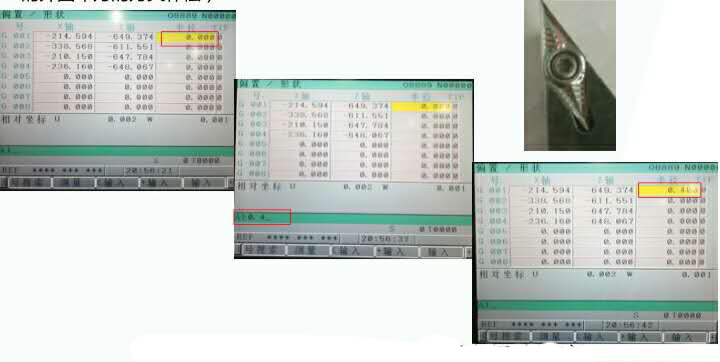
刀尖圆弧半径补偿输入
选择OFS/SET按键,进入刀偏形状界面,在对应的刀具号“半径(R)”栏中输入相应的刀尖圆弧半径值。(例:输入一把圆弧半径为0.4的外圆车刀的刀尖补偿)
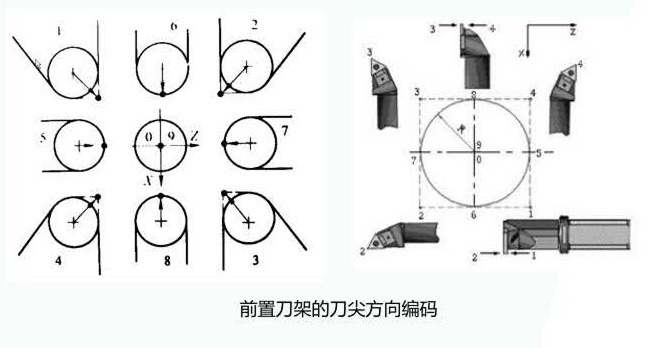
选择刀尖方位
在设置半径补偿值时,还要设置刀尖位置码,指定偏码值的方法参考图,车刀形状和位置共有九种,分别用参数T1-T9输入到刀具数据库中。
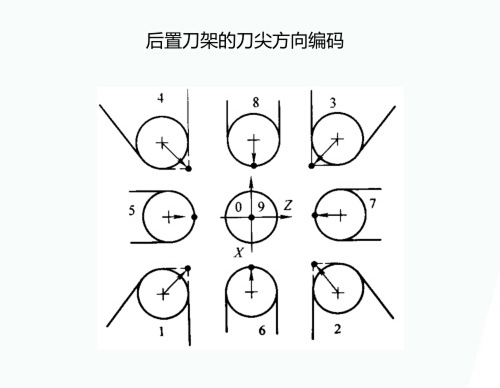
后置刀架的刀尖方向编码
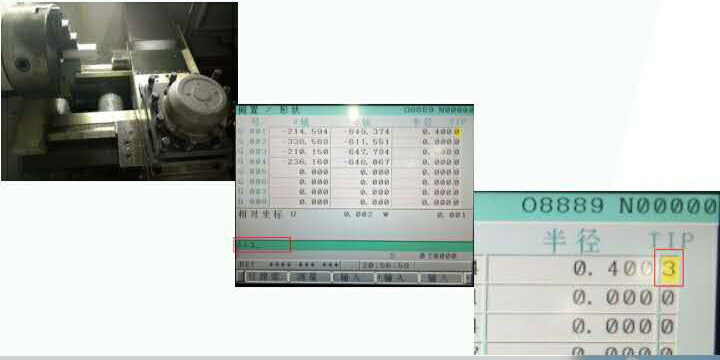
刀尖方位输入
选择OFS/SET按键,进入刀偏形状界面,在对应的刀具号刀尖方位(TIP)栏中输入相应的刀尖方位编码即可。
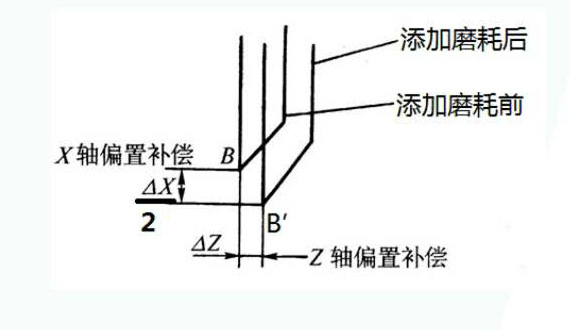
添加磨耗
刀具使用过程会产生磨损,致使工件尺寸发生变化,因此刀具磨损需要补偿,刀具磨损补偿相当于位置补偿,其实质是位置发生了变化。
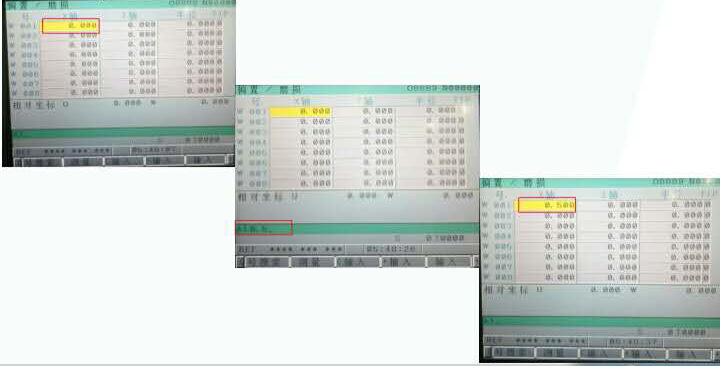
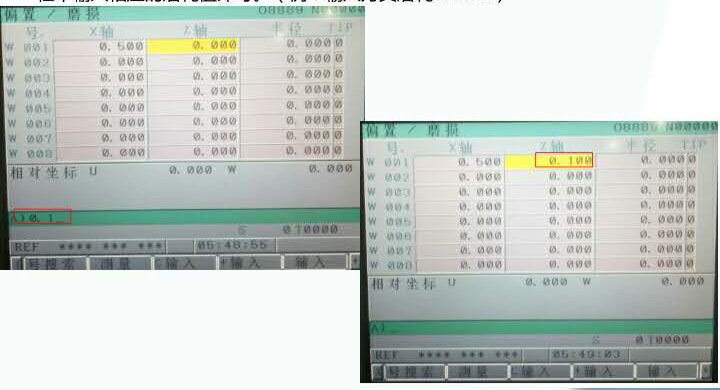
选择OFS/SET按键,进入刀偏磨损界面,在对应的刀具号X轴栏中输入相应的磨耗值即可,X轴方向磨耗输入为直径值。
选择OFS/SET按键,进入刀偏磨损界面,在对应的刀具号Z轴栏中输入相应的磨耗值即可。
以上便是数控车床加工零件,教你操作刀尖圆弧半径补偿的介绍希望可以帮助到大家,更多的数控知识,请关注我们。
本文标题:数控车床加工零件,教你操作刀尖圆弧半径补偿 地址:[ https://www.zhoushicnc.com/xinwenzixun/changjianwenti/3638.html ]
新闻资讯
- 数控车床加工双头螺栓10/15
- 数控车床哪个品牌好?性价比高03/24
- 适合数控机床加工的零件有哪些?02/05
- 车铣复合机床大概多少钱一台?01/09
联系我们
手机:13649862382
电话:13649862382
邮箱:226284020@qq.com
地址:东莞市大岭山镇颜屋村颜莲路86号鑫峰科技园C栋一楼
微信咨询:

 226284020
226284020