常见问题
数控车床加工的注意事项有哪些?
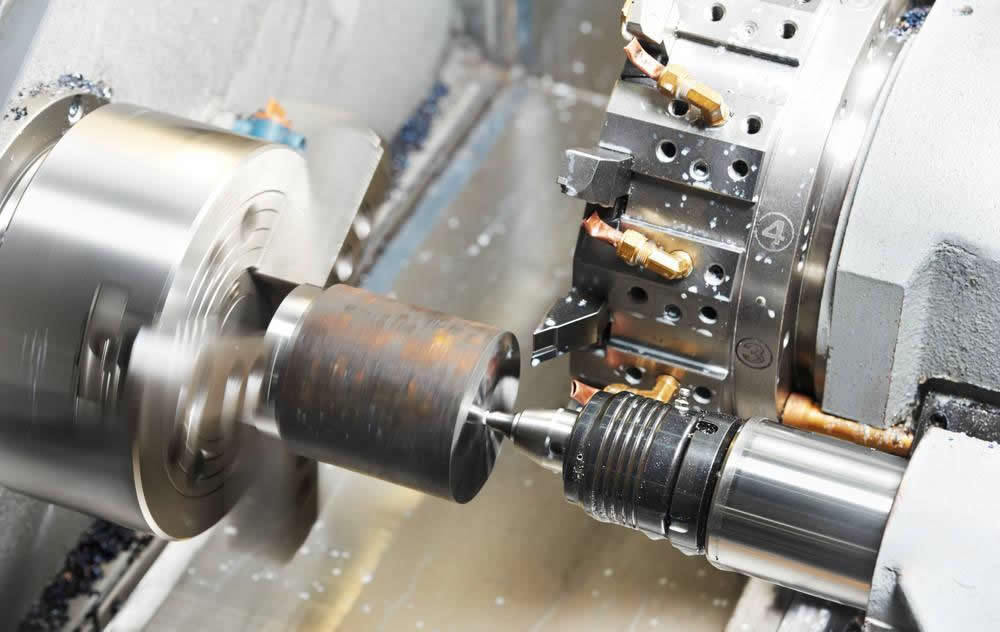
数控车床是一种高精度、高效率的自动化机床,配备多工位刀塔或动力刀塔,机床就具有广泛的加工工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹、槽、蜗杆等复杂工件,具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥了良好的经济效果。数控车床加工的工艺与普通车床的加工工艺类似,但数控车床是一次装夹连续自动加工完成所有车削工序,下面亿达渤润石化简单介绍下数控车床加工的注意事项:

一、合理选择切削用量:
在数控车床加工工艺中,—次定位将决定工件的最后的加工余量,而加工过程的自动化很难照顾到何处余量不足的问题。因此不管是板料、锻件、铸件还是型材,只要准备采用数控车削加工,其加工面均应有较充分的余量。
二、合理选择刀具:
(1)粗车时,要选强度高、耐用度好的刀具,以便满足粗车时大背吃刀量、大进给量的要求。
(2)精车时,要选精度高、耐用度好的刀具,以保证加工精度的要求。
(3)为减少换刀时间和方便对刀,应尽量采用机夹刀和机夹刀片。
三、合理选择夹具:
(1)尽量选用通用夹具装夹工件,避免采用专用夹具;
(2)零件定位基准重合,以减少定位误差。
四、确定加工路线:加工路线是指数控机床加工过程中,刀具相对零件的运动轨迹和方向。
(1)应能保证加工精度和表面粗糙要求;
(2)应尽量缩短加工路线,减少刀具空行程时间。
五、加工路线与加工余量的联系:
目前在数控车床还未达到普及使用的条件下,一般应把毛坯上过多的余量,特别是含有锻、铸硬皮层的余量安排在普通车床上加工。如必须用数控车床加工时,则需注意程序的灵活安排。
六、夹具安装要点:目前液压卡盘和液压夹紧油缸的连接是靠拉杆实现的,首先用搬手卸下液压油缸上的螺帽,卸下拉管并从主轴后端抽出,再用搬手卸下卡盘固定螺钉即可卸下卡盘。
七、切削油的选用:
(1)工具钢刀具的耐热性能差,高温下失去硬度,因此要求采用冷却性能好、粘度低流动性好的切削油。
(2)高速钢刀具进行高速粗切削时,切削量大并产生大量的切削热,应采用冷却性好的切削油。如果用高速钢刀具进行中、低速的精加工时,一般采取低粘度切削油能减小刀具和工件的摩擦黏结,抑制切削瘤生成,提高加工精度。
(3)硬质合金刀具熔点和硬度较高,化学和热稳定性较好,切削和耐磨性能比高速钢刀具好得多,在一般加工中可使用活性硫切削油。如果是重切削,切削温度很高,容易极快磨损刀具,此时应选用非活性硫化切削油并增大切削油的流量,保证充足的冷却润滑。
(4)陶瓷刀具、金刚石刀具和立方氮化硼刀具都具有较高的硬度和耐磨性,切削时一般使用低粘度的非活性硫化切削油,以保证加工工件的表面光洁度。
以上就是数控车床加工时需要注意的事项,采用良好工艺可以有效提高工件质量。亿达渤润石化是高端金属加工油生产基地,自主研发的硫化切削油系列产品通用性好,可适用于各型设备加工铜、铝及其合金,碳钢不锈钢,高硬度合金等材质的拉削、攻丝、镗孔和钻削等工艺。无腐蚀性不会对人体、设备、环境造成危害,从根本上杜绝了因为油品问题产生的工人皮肤过敏、设备机台起黄袍生锈、生产车间环境恶化等问题,在实际应用中得到了国内外客户的广泛认可和一致好评。
以上便是数控车床加工的注意事项有哪些?的介绍希望可以帮助到大家,更多的数控知识,请关注我们。
本文标题:数控车床加工的注意事项有哪些? 地址:[ https://www.zhoushicnc.com/xinwenzixun/changjianwenti/3701.html ]
新闻资讯
- 数控车床加工双头螺栓10/15
- 数控车床哪个品牌好?性价比高03/24
- 适合数控机床加工的零件有哪些?02/05
- 车铣复合机床大概多少钱一台?01/09
联系我们
手机:13649862382
电话:13649862382
邮箱:226284020@qq.com
地址:东莞市大岭山镇颜屋村颜莲路86号鑫峰科技园C栋一楼
微信咨询:

 226284020
226284020